Kina fabrik för bra material utrustning för slakt av nötkreatur Förebyggande av slakt av slaktkroppar Skärmslaktutrustning för köttbearbetningsmaskin






Vi tror generellt att ens karaktär avgör produkternas utmärkta, detaljerna avgör produkternas goda kvalitet, med all REALISTISK, EFFEKTIV OCH INNOVATIV gruppanda för Kina Fabrik för bra material Boskapsslaktutrustning Förebyggande av slaktklyvning Skärmslaktutrustning för köttbearbetningsmaskin, välkomnande fascinerade organisationer att samarbeta med oss, ser vi fram emot att få chansen att arbeta med organisationer runt om i världen för gemensam tillväxt och ömsesidig framgång.
Vi tror generellt att ens karaktär avgör produkternas utmärkta, detaljerna avgör produkternas goda kvalitet, med all den REALISTISKA, EFFEKTIVA OCH INNOVATIVA gruppandan förChina Cattle Slaughter Utrustning och slakteri, I framtiden lovar vi att fortsätta tillhandahålla högkvalitativa och mer kostnadseffektiva varor, desto mer effektiv eftermarknadsservice till alla våra kunder över hela världen för gemensam utveckling och högre nytta.
Vad är boskapsslaktlinje?
Nötkreatursslaktlinje är hela nötkreatursslaktprocessen, som inkluderar hantering före slakt, slakt av nötkreatur, nötkylning och urbening. Slaktlinjen är en process som varje slaktad ko måste genomgå.
Typerna av nötkreatursslaktlinjer
Enligt skalan är den uppdelad i stora, medelstora och små nötkreatursslaktlinjer.
Beroende på den dagliga produktionskapaciteten kan den delas in i 20 huvuden / dag, 50 huvuden / dag, 100 huvuden / dag, 200 huvuden / dag nötkreatur eller mer.
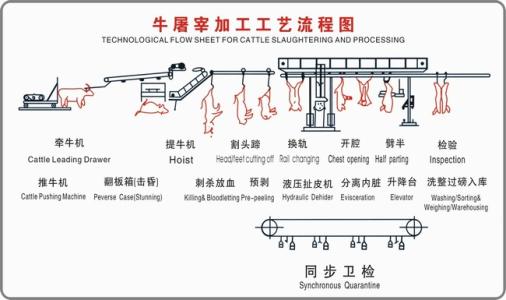
Flödesschema för slaktprocessen för nötkreatur
Boskapsslaktlinje
Friska nötkreatur går in i förvaringsboxar→ Sluta äta/dricka i 12-24 timmar→Vägning→Dusch före slakt→Dödbox→Bedövning→Hyssning→avlivning→Blödning(Tid:5-6min)→Elektrisk stimulering→Förhov och hornskärning/för- peeling→Rektumförsegling→Hindhovavskärning/rälsöverföring→Skrovförband→Förskalning→Nötkreaturskinnavdragare(skinnen transporteras till skinnets tillfälliga förvaringsrum genom lufttillförselsystemet)→Skärhuvud(Kohuvudet hängs på kroken på den röda inälven/kohuvudets karantäntransportör som ska inspekteras)→ Matstrupeförsegling→Bröstöppning→Vit inälvsborttagning (Gå in i brickan på den vita karantäntransportören som ska inspekteras→①②)→Röd inälvsborttagning (den röda inälven är hängs på kroken på karantäntransportören med röda inälvor/nollhuvud som ska inspekteras→②③)→Klyvning→Skrovinspektion→Trimning→Vägning →Tvätt→Kylning (0-4℃)→Kvartering→Ubening→Skärning→Vägning och förpackning→Fritt eller förvara färsk→ ta av brickans packning→Kylförvaring→ Styckat kött till salu.
① Kvalificerade vita inälvor kommer in i det vita inälvsrummet för bearbetning. Maginnehåll transporteras till avfallslagret cirka 50 meter utanför verkstaden genom lufttillförselsystemet.
②Okvalificerade slaktkroppar, röda och vita inälvor drogs ut från slaktverkstaden för högtemperaturbehandling.
③Kvalificerade röda inälvor kommer in i rummet för röda inälvor för bearbetning.
Detaljförklaring av nötkreatursslaktprocessen
1. Hålla pennor hantera
(1) Innan du lossar bör du skaffa ett intyg om överensstämmelse utfärdat av myndigheten för förebyggande av djurepidemi och observera fordonets skick. Om ingen avvikelse hittas är lossningen tillåten efter certifikatet och varorna är konsekventa.
(2) Räkna antalet, kör in friska nötkreatur i slaktfackorna genom tappning eller dragning, och utför ringförvaltning enligt nötkreaturens hälsa. Området som ska slaktas är utformat efter 3-4m2 per ko.
(3) Innan nötkreaturen skickas till slakt bör de sluta äta och vila i 24 timmar för att eliminera trötthet under transporten och återställa sitt normala fysiologiska tillstånd. Den friska och kvalificerade boskapen bör sluta dricka vatten 3 timmar före slakt.
(4) Kon bör ta en dusch för att tvätta bort smuts och mikroorganismer på kons kropp. När du duschar, kontrollera vattentrycket så att det inte är för hastigt, för att inte orsaka överdriven spänning i kon.
(5). Nötkreaturen måste vägas innan de går in i boskapen på flykt. Boskapen kan inte drivas in i boskapen på flykt med våld. Den våldsamma körningen kommer att orsaka en nödåtgärd och påverka kvaliteten på nötköttet. Det är nödvändigt att utforma en "förlorad" form för att göra boskapen medveten. Gå in i slakteriet. Bredden på nötkreatursvägen är i allmänhet utformad för att vara 900-1000 mm.
2. Dödande och blödning
(1) Blodsläppning: Efter att kon går in i klafflådan på nötkreatursslaktlinjen bedövas kon omedelbart med en bedövningsmetod, och konkroppen släpps så att den kan läggas på tjurfästet för avblodning eller hängas på avluftningsskenan för blödning.
(2) När kon kommer in i skenan genom tappningslyften, ska skenan öppnas automatiskt och rullslingan ska hängas på banan. Höjden på utsläppsskenan från golvet i verkstaden är 5100 mm. Om det är en hand-push boskapsslaktlinje är designlutningen för hand-push-linjen 0,3-0,5 %.
(3) De huvudsakliga processerna som slutförts på blodutsläppslinjen: hängning, (bedömning), dränering av blod, elektrisk stimulering, skärning av kons framben och horn, tätning av anus, skärning av bakben, etc. Dräneringstiden är i allmänhet utformad för att vara 5-6min.
3. Rälsbyte och pre-peeling
(1) Efter att ha kapat bakbenet på kon, kroka bakbenet med en rullkrok, och efter att lyften har lyfts, släpp kons andra bakben och haka fast det på slaktkroppens bearbetningslinje med kroken. Höjden mellan spåret för den automatiska transportbandet för stombearbetning och verkstadsgolvet är utformad för att vara 4050 mm.
(2) De blödande bojorna återgår till kons övre hängande läge genom retursystemets skena.
(3) Förskala bakbenen, bröstet och frambenen med en skalkniv.
4. Avdöljningsoperation (viktigt steg på nötkreatursslaktlinjen)
(1). Kon transporteras automatiskt till läderinpackningsstationen och kons två främre ben fästs på konsolen med konsolkedjan.
(2) Skalningsmaskinens skalningsvals lyfts hydrauliskt till positionen för kons bakben, och den förskalade kohuden kläms fast med en kohudsklämma och dras från kons bakben till huvudet. Under den mekaniska skalningsprocessen, båda sidor. Operatören står på den pneumatiska lyftplattformen med en kolumn för att utföra reparationer tills huvudets hud är helt dragen.
(3) Efter att kohuden har dragits av börjar skalningsvalsen att backa och kohuden förs automatiskt in i lufttillförseltanken för koskinn genom den automatiska lossningskedjan för koskinn.
(4) Den pneumatiska grinden är stängd, tryckluft fylls i lufttillförseltanken för kohud och kohuden transporteras till det tillfälliga lagerrummet för kohuder genom lufttillförselröret.
5. Bearbetning av slaktkroppar
(1) Bearbetningsstation för slaktkroppar: skära kons huvud, genomborra matstrupen, öppna bröstet, ta vita inre organ, ta röda inre organ, dela på mitten, inspektion av slaktkroppen, trimma slaktkroppen, etc., är alla färdiga på slaktkroppens automatiska bearbetning transportband.
(2) Skär av kohuvudet, lägg det på skärbrädan på kohuvudetrengöringsanordningen, skär ut tungan på kon, häng kohuvudet på kroken på kohuvudstädaren, rengör kohuvudet med en hög -tryckvattenpistol, och häng det rengjorda kohuvudet på de röda inre organen/ Niutou är på den synkrona karantäntransportören som ska inspekteras.
(3) Använd en matstrupsligator för att binda upp kons matstrupe för att förhindra att magen rinner ner och förorenar köttet. Gå in i den sekundära benstödsanordningen, det sekundära benet stöder kons två bakben från 500 mm till 1 000 mm för nästa process.
(4) Öppna bröstet på kon med en bröstsåg.
(5) Ta bort de vita inre organen från kons bröst, nämligen tarmarna och magen. Släpp de borttagna vita inälvorna i den pneumatiska vita inälvsrännan nedan och skjut in de vita inälvorna genom rännan in i Davids inspektionsbricka på den vita karantäntransportören av skivtyp för inspektion. Den pneumatiska vita inälvsrännan utsätts sedan för kall-het-Kallvattenrengöring och desinfektion.
(6) Ta ut de röda inre organen, nämligen hjärtat, levern och lungorna. Häng de borttagna röda inälvorna på krokarna på den synkrona karantäntransportören med röd inälv/nullhuvud för inspektion.
(7) Dela kon i två halvor längs ryggradens kotor med en bältesdelningshalvsåg. Den delade halva stänkskärmen är utformad framför den delade halvan för att förhindra benskum från att stänka.
(8), trimma de två delarna av kon inuti och utvändigt. De trimmade två delarna separeras från slaktkroppens automatiska bearbetningstransportör och går in i slaktkroppsvägningssystemet för vägning.
6. Synkron sanitetsinspektion
(1) Slaktkroppar av nötkött, vita inälvor, röda inälvor och kohuvud transporteras samtidigt till inspektionsområdet för provtagning och inspektion genom karantänstransportören.
(2) Det finns inspektörer för att inspektera slaktkroppen och den misstänkta slaktkroppen kommer in i spåret för misstänkt slaktkropp genom den pneumatiska strömbrytaren.
(3) De okvalificerade röda inälvorna och tjurhuvudet ska tas av kroken och placeras i den stängda bilen och dras ut från slakteriet för bearbetning.
(4) De okvalificerade vita inälvorna separeras med en pneumatisk separeringsanordning för vita inälvor, hälls i en stängd bil och dras ut från slakteriet för bearbetning.
(5) Kroken på den synkrona karantäntransportören med röda inälvor/nollhuvud och den sanitära inspektionsplattan på den vita karantäntransportören för inälvor av skivtyp klarar automatiskt kall-varm-kallvattenrengöring och desinfektion.
7. Bearbetning av biprodukter (kanske vissa länder kommer inte att använda det på nötkreatursslaktlinjen)
(1) Kvalificerade vita inälvor kommer in i bearbetningsrummet för vita inälvor genom rännan för vita inälvor, häll maginnehållet i magen och tarmarna i lufttillförseltanken, fyll på med tryckluft och transportera maginnehållet genom lufttillförselröret till slakt Ungefär 50 meter från verkstaden skållas kägel och jalusier av en kuggtvättmaskin.
(2) Kvalificerade röda inälvor och tjurhuvuden tas bort från krokarna på den synkrona karantäntransportören för röda inälvor / tjurhuvud, hängs på krokarna på den röda inälvsvagnen och skjuts in i det röda inälvsrummet, rengörs och placeras sedan i kylförvaringen .
8. Beef Chilling
(1) Skjut in den trimmade och sköljda dikotomien i kylrummet för att "släppa ut syra". Kylningsprocessen är processen för mörning och mognad av nötkött. Kylning av nötkött är en viktig länk i slakt- och bearbetningsprocessen av nötkreatur. Det är också en viktig del av att producera high-end nötkött.
(2) Temperaturkontroll under kylning: 0-4 ℃, kylningstiden är vanligtvis 60-72 timmar. Beroende på nötkreaturens ras och ålder blir syratiden för vissa köttbiffar längre.
(3) Upptäck om syrautsläppet är moget, främst för att upptäcka nötköttets pH-värde. När pH-värdet ligger i intervallet 5,8-6,0 är nötköttsutsläppet moget.
(4) Höjden på kylskenan från golvet i syrautsläppsrummet är 3500-3600 mm, spåravståndet: 900-1000 mm, och kylrummet kan hänga 3 dikotomier per meter spår.
(5) Områdets utformning av kylrummet är relaterat till slaktvolymen och slaktmetoden för nötkreatur.
9. Beef Quartered (9 och 10 är inte nödvändiga för nötkreatursslaktlinjen, företaget väljer efter sin egen situation)
(1) Skjut det mogna nötköttet till kvadrantstationen och skär av mitten av den halverade kroppen med en kvadrantsåg. Den bakre bendelen sänks från 3600 mm-banan till 2400mm-banan av den nedåtgående maskinen, och den främre bendelen passerar. Lyften höjs från en 1200mm-bana till en 2400mm-bana.
(2) Den storskaliga slakt- och bearbetningsanläggningen utformar ett kvadrantlager. Avståndet mellan kvadrantspåren och marken mellan kvadranterna är 2400 mm.
10. Urbeningssegmentering och förpackning
(1) Hängande urbening: Skjut den modifierade kvadranten till urbeningsområdet och häng kvadranten på produktionslinjen. Urbeningspersonalen lägger de styckade stora köttbitarna på segmenteringstransportören och överför dem automatiskt till segmenteringspersonalen. , Och sedan uppdelad i olika delar av kött.
(2) Urbening av skärbrädan: Skjut den modifierade kvadranten till urbeningsområdet och ta bort fyrhjulingen från produktionslinjen och placera den på skärbrädan för urbening.
(3) Efter att det styckade köttet är vakuumförpackat, lägg det i frysfacket och skjut det till frysrummet (-30 ℃) för frysning eller till kylrummet för färdig produkt (0-4 ℃) för att hålla det fräscht.
(4) Packa de frysta produktpallarna och förvara dem i kylen (-18℃).
(5) Temperaturkontroll av urbenings- och segmenteringsrum: 10-15 ℃, temperaturkontroll av förpackningsrum: under 10 ℃.
Boskapsslaktlinjen har många bekymmer. Det detaljerade innehållet i nötkreatursslaktlinjen ovan kan hjälpa dig att få en bättre förståelse av processen för nötslaktlinjens process.
Detaljer Bild



 Vi tror generellt att ens karaktär avgör produkternas utmärkta, detaljerna avgör produkternas goda kvalitet, med all REALISTISK, EFFEKTIV OCH INNOVATIV gruppanda för Kina Fabrik för bra material Boskapsslaktutrustning Förebyggande av slaktklyvning Skärmslaktutrustning för köttbearbetningsmaskin, välkomnande fascinerade organisationer att samarbeta med oss, ser vi fram emot att få chansen att arbeta med organisationer runt om i världen för gemensam tillväxt och ömsesidig framgång.
Vi tror generellt att ens karaktär avgör produkternas utmärkta, detaljerna avgör produkternas goda kvalitet, med all REALISTISK, EFFEKTIV OCH INNOVATIV gruppanda för Kina Fabrik för bra material Boskapsslaktutrustning Förebyggande av slaktklyvning Skärmslaktutrustning för köttbearbetningsmaskin, välkomnande fascinerade organisationer att samarbeta med oss, ser vi fram emot att få chansen att arbeta med organisationer runt om i världen för gemensam tillväxt och ömsesidig framgång.
Kina fabrik förChina Cattle Slaughter Utrustning och slakteri, I framtiden lovar vi att fortsätta tillhandahålla högkvalitativa och mer kostnadseffektiva varor, desto mer effektiv eftermarknadsservice till alla våra kunder över hela världen för gemensam utveckling och högre nytta.




